

Sertleştirilmiş ve taşlanmış iş parçası yüzeylerinde büyük parlaklık ve tamlık elde etmek için yapılan bir talaş kaldırma işlemine Lepleme denmektedir. Yüzeyde halen var olan küçük kusurların giderilmesi sağlanır aynı zamanda çok iyi yüzey kalitesi ve birlikte çalışacak olan iki yüzeyi birbirine kaynaştırmak, alıştırmak veya ölçü tamlığı elde etmek için uygulanan bir tekniktir.

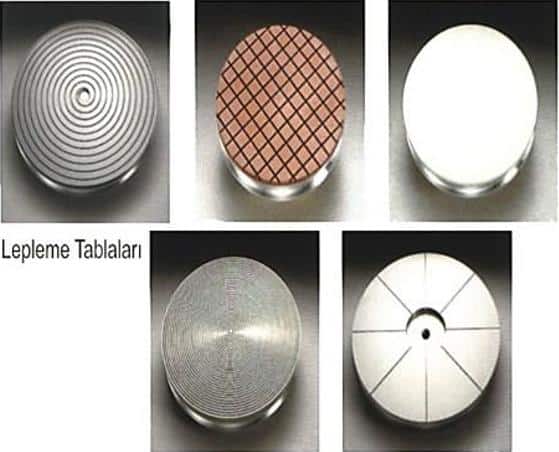
Lepleme Tekniği
Lepleme tekniği küresel, düzlem yüzeylere, silindirik iç, silindirik dış yüzeyler de uygulanmaktadır. Kullanılan teknikte aşındırıcı taneciklerin büyüklüğü 150–600 mesh(1 inch=25.4 mm)arasındadır.
- Düzlem yüzeylerin işlenmesinde; lepleme diskleri,
- Silindirik dış yüzeylerin işlenmesinde; lepleme kovanları
- Deliklerin işlenmesinde; lepleme milleri kullanılır.
Lepleme işleminde kullanılmakta olan diskler ve burçlar genellikle dökme demirden yapılır. Dökme demir harici bakacak olursak yumuşak çelik, bronz, pirinç, yumuşak alaşımlar, kösele ve kumaş da bu teknikleri de örnek olarak verebiliriz.
Yumuşak malzemelerle metal olmayan malzemelerle 7,5-22,5N/cm2 basınç uygulanırken sert malzemelere 75N/cm2 basınç uygulanmaktadır. Lepleme tekniğinde Ra < 0,06mikron kalitesinde yüzey pürüzlülüğü görülmektedir.

Leplemenin Uygulandığı Yerler
- Rafine yani hassas olarak taşlanmış farklı düzlem yüzeyler ve yuvarlak iş elemanları, konik ve profilli parçalar, kontrol aletlerinin kontrol yüzeyleri (tampon ve çatal mastarları, Johanson mastarları vb.) leplenir.
- Lepleme esnasında yumuşak yüzeyler çok düzgün yüzey haline getirilemez. Çünkü lepleme işlemi sırasında ince çizgiler meydana gelir.
- Seramik ve cam malzemeler leplenebilir ancak pilastik malzemelr leplenemez.
- Sonsuz vida ve dişli çarklar, çarkı, hassas vida ve somunlar vb. leplenir.
- Dişli çarklar leplenmeden önce, diş profillerini özenle kontrol edilmelidir.

Tanecikleri inceleyecek olursak;
- SiC,
- CBN,
- korund,
- alüminyum oksit
- elmas tozlarından
elde edilmektedir.

Lepleme İşlemini Etkileyen Nedenler
- Kaba taneciklerin talaş kaldırma potansiyeli yüksektir.
- İnce tanecikler sayesinde daha küçük yüzey pürüzlülüğü elde edilmektedir.
- Yüksek basınçla işlem gördüğünde talaş kaldırma hızı arttığı gibi aynı oranla taneciklerin parçalanma oranı da artar.

Lepleme İşleminde Kullanılan Aşındırıcılar
Lepleme işleminde en genel kullanılan aşındırıcılar aşağıdaki gibi sıralanabilir:
- Elmas,
- Bor Nitrür,
- Silikon Karbür
- Demir Oksit
- Krom Oksit
- Alüminyum Oksit
- Korindon
- Lal taşı
- Seryum
Elle Lepleme Tezgahları
El işi ile yapılan lepleme işleminde ise aşındırıcı tanecikler makine yağı ve gres yağıyla birleştirilip lepleme macunu olarak kullanılır. Aşındırıcı tanecikleri gazyağı veya sabunlu su ile karıştırıp lepleme sıvısı olarakta kullanmak mümkündür.
El ile düzlem yüzeylerin leplemesi yapılırken lepleme macunu veya lepleme sıvısı lepleme pleytinin üzerine sürülür. Leplenecek olan parça pleytin üzerinde dairesel hareket yaptırılır. Bu esnada aşındırıcı taneciklerin bir araya gelmesine mani olunmalıdır. Elle yapılan lepleme işleminde kaldırılan talaş miktarı aşağı yukarı 0,0125mm civarındadır. Silindirik yüzeylerin elle leplenmesinde lepleme burcu da kullanılabilir.
Makinede Lepleme Tezgahları
- Düzlem yüzey lepleme tezgahı
- Silindirik yüzey lepleme tezgahı
- Puntasız lepleme tezgahı
- Makaralı puntasız lepleme tezgahı
- Özel lepleme tezgahları
- Piston sekmanı lepleme tezgahı
- Krank mili lepleme tezgahı
- Küre lepleme tezgahı
- Bilya lepleme tezgahı
- Dişli çark lepleme tezgahı

1-Düzlem yüzey lepleme tezgahı
Bu işlem; ölçü aletlerine, mastarlara, pompa parçalarının sızdırmazlık yüzeylerine ve sert metal kesici takımlara uygulanmaktadır. Diskli ve iki diski olan bu tezgâhlar düşey milli tezgâhlardır. Kafes ve çarklar tezgahın farklı bölgelerinde hareket etmektedir.
Yüzeyleri arasında 1 / 1 000 000 mm paralelsizlik olması istenen parçalar düzlem yüzey lepleme tezgahında işlenir. Alt disk 40 dev/dk hızla dönerken üst disk ters yönde dönmektedir. Öteleme hareketinin hızıysa 40 strok / dk dır.
2-Silindirik yüzey lepleme tezgahı
Farklı meme iğneleri ve hidrolik sistemlerde kullanılmakta olan pistonların yüzeyleri bu şekilde leblenir. Silindirik iç yüzeylerin ve deliklerin leblenmesi dönme ve ilerleme hareketi yapan lepleme kovanı sayesinde yapılır. Parçanın delik çapına uygun ve boyu parça boyundan uzun olan lepleme kovanı genellikle yukarda bahsettiğimiz gibi dökme demirdir. Enjektör pompası parçaları ve hidrolik valfler bu şekilde leblenmektedir.
3-Puntasız lepleme tezgahı
Bu tezgah, puntasız taşlama tezgahına benzeyen bir tezgahtır. Taşlardan bir tanesi lepleme işlemini yaparken 2.taş parçayı ilerletmektedir.
4-Makaralı puntasız lepleme tezgahı
Puntasız lepleme tezgahında bulunan sevk taşının yerine sevk makarasıda kullanılabilir.
5-Özel lepleme tezgahları
a-Piston sekmanı lepleme tezgahı
Piston sekmanlarında dış çapların leplenmesi amacı ile kullanılan tezgahtır. Lepleme başlığının alt ve üst plakası arasına yerleştirilen sekmanlar başlıkla birlikte silindir içerisinde dak. da 150 iniş çıkış hareketi yaparak leplenir.
b-Krank mili lepleme tezgahı
Krank millerinin biyel kolu muyluları ile ana yatak muylularının yüzey kalitesi ve ölçü tamlığı ancak taşlamadan sonra yapılan bu işlemle elde edilir. Taşlama işleminde 0,03-0,0625mm arasında hassasiyet elde edilir, lepleme işlemi ile 0,01-0,02 mm arasında ölçü hassasiyeti elde edilir.
c-Küre lepleme tezgahı
Formu küre şeklinde veya küre parçası formunda olan parçaların, yüzeylerinin lepleme işleminde kullanılan bir tezgahtır. Çok sert parçaların leplenmesinde elmas tozları ile kaplanmış diskler kullanılır. Küre lepleme işleminde hem lepleme diski hem de küresel parça dönmektedir.

d-Bilye lepleme tezgahı
Bu teknikte iki çeşit tezgah vardır. Bunlar; tek kanallı ve çok kanallı tezgahlardır. Çok kanallı tezgâhlarda sertliği 130-150HB olan dökme demirden yapılmış iki adet disk vardır. Disklerin alın yüzeylerine yarıçapına uygun helisel kanallar açılır. Hareketli olan diskin devir sayısı 50-65dev/dk dır. Bilyelerin lepleme işlemi 8-24 saat süre gelmektedir. Sonucundaki ölçü tamlığı 0,01-0,015mm arasındadır. Tek kanallı lepleme tezgahlarında lepleme baskısı ve dönme hareketi fiber diskle yapılır. Fiber disk 30-150dev/dk hızla dönmektedir. Lepleme sıvıları %10 oranında suda çözünen madensel yağlar ve bor yağlarıdır.
e-Dişli çark lepleme tezgahı
Dişli çarkların üretiminde karşılaşılan diş profili, adım, helis açısı ve birlikte çalışan dişlilerin uyum hatalarının düzeltilmesi ve çapakların temizlenmesi bu teknik ile yapılır. Lepleme işlemi gören dişlilerin birbirleri ile karşılık çalışan dişliler olması gerekir. Normalde ısıl işlem görmüş dişlilere uygulanır. Dişli çarkın adımı büyükse 180-240mesh arasında olan kaba taneli aşındırıcı adım küçükse 240-400mesh ince taneli aşındırıcılar kullanılır. Bu işlemde de alüminyumoksit aşındırıcılar kullanılır.