

Bu yazı benim Mühendis Beyinler’de ilk makalemdir. Bu yazımda kaynağın tarihçesini ve Sektördeki 2 yaygın kaynağı size basit, anlaşılır şekilde anlatmaya çalışacağım. Önce kaynağın bilimsel ve geniş tanımı: metal malzemelerin ısı, basınç ya da aynı anda ikisinin kullanılarak bir ergitme nüfuziyeti sağlanarak, bir veya 2 metal malzemenin aynı ya da birbirlerine ilave metal katarak ya da katmaksızın (emiştirerek), ayrılamayan birleştirme veya dolgu işlemine kaynak denir.
Kaynağın Tarihçesi
Her şey Benardo Kaynak usulü ile başladı, devamı ondan evrildi. 3 kaynak usulü.
- Benardo Kaynak Usulü
- Zerener Kaynak Usulü
- Slavianoff Kaynak Usulü
Benardo Kaynak Usulü: İlk temel ilkel düşüncedir. Diğer düşüncelerin fikir babasıdır.
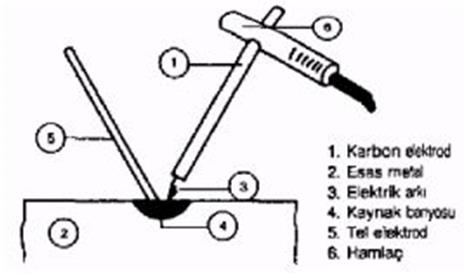
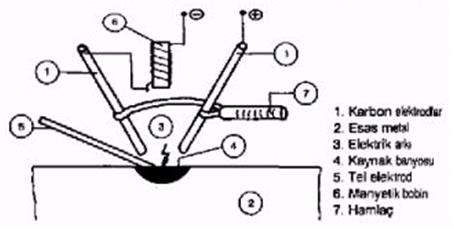
Zerener Kaynak Usulü: Benardo usulümüm bir tık geliştirilmiş halidir. Ark (metal malzemelerde bir noktaya uygulanan lokal bölgede yüksek ısı da sıvı ergiyik bölge oluşturması) bölgesi Kontrol altına alınabilmiştir. Elektrik akımını daha bilinçli kullanılan yöntemdir.
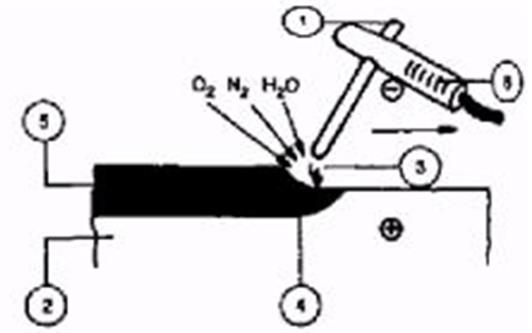
Slavianoff kaynak Usulü: Metal parçanın “-” negatif kutbu ile kaynak pensesi (Karbon elektrotun) “+” pozitif kutbu ile ark sağlanılıp ilk örtülü elektrotun kullanıldığı Kaynak Teknolojisinin başlangıcıdır.
Olay Tarih’te şöyle başlıyor;
Ruslar ve Amerikalıların Fikirleri ile hayata geçmiş bir işlemdir 19. yüzyılın sonlarına doğru önce karbon elektrotunu buldular. Daha sonra karbon elektrotuna bir miktar yüksek elektrik akımı verip metal parçalar üzerinde bir ARK oluştuğunu gören fikir sahipleri bu olayın üzerine gittiler. Daha sonra bu metalde oluşturdukları Ark’ın çok yüksek bir enerjiye sahip olduğunu öğrendiler. Ve bu ark banyosunu çıplak bir tel ile beslemeye başladılar. Ancak bu besleme ile olan ark bölgesi zamanla gevrek bir yapıda çatlamalara ve kırılmalara yol açtı. Atmosferdeki diğer gazlar ark bölgesinde nüfuza ortak olduğundan kaynak bölgesi dayanamıyordu. Kısaca havanın olumsuz etkileri göz önüne alındı ve fikir sahipleri ark bölgesini koruma fikrine doğru yöneldiler.
İlk başlarda ark bölgesi yani kaynak bölgesini kireç, kil, cam tozu, kömür tozu gibi ısı ya karşı tepki veren elementleri serpmeye çalıştılar ancak bu işlemler ile yeterli verim alınamadı. Yine de kaynak bölgesinin gevrek olarak kaldığını gördüler. Aslında gevrek olan bölge martenzit bir yapıydı. Fikrin ağa babaları tabir caiz ise takkeyi önüne alıp düşünmeye başladı. Aktif bir şekilde kaynak bölgesini, aktif şekilde bir korunma sağlanmalıydı. Bu fikirden yola çıkarak önce karbon elektrotu yalıtım malzemesi ile kaplamayı düşündüler. Daha sonra yalıtılan karbon elektrotun oluşturduğu ark ile çıplak teli beslemeyi düşündüler. Ancak bu da doğru bir metot olmadı. Çünkü karbon elektroda gelen akım şiddeti devamlı aynı ve sabit bir değer değildi.
Tabii ki herkes farklı metotlar denemeye çalışıyordu farklı şeyleri meydana getirmeye çalışıyordu. Bir diğer farklı deneme sonucu ise çelik telin etrafına sodyum silikat batırılmış kâğıt sarma işlemiydi. Öte yandan bu selülozik elektrotun atasıydı. Mantık bakımından tam performans sağlamayan bu yöntem yarı ark yarı kararsız bir kaynak bölgesi elde ediyordu. Silikatın ısıyla erimesi sonucu ortaya çıkan yapı çelik telin özgün ağırlığından düşük olduğundan ergiyen tel iki metal arasına Silikat yapı ise ergiyen metalin üstüne çıkıp bir kabuk tabakası olarak koruma sağlıyordu. Ancak yine de bu kaynak yöntemi her metale her kaynak şekline her kaynak noktasına uygulanamıyordu.
Bunca denemeler sonucunda örtülü elektrodun yapım fikri İsveçli bir amca tarafından ortaya çıkarıldı. Daha sonra devreye kimyacılar girdi. Temelde örtülü ancak tam kapasitede olmasa da örtülü elektroda kimyagerler fikir koymaya başladı. Kimyagerlerden biri Mavi asbestin
(Asbest (asbestos) ya da amyant, lifli yapıda kanserojen bir mineraldir. Silisyumun sodyum, demir, magnezyum ve kalsiyumla oluşturduğu ısıya, aşınmaya ve kimyasal maddelere çok dayanıklı, lifsel mineral yapısında hidrate silikatlardır. Halk arasında ak toprak, çorak toprak, gök toprak, çelpek, höllük veya ceren toprağı gibi isimlerle de bilinir. Sararak işin nihayetinde bir örtülü elektrot üretmeyi başardılar. Aynı anda aktif kaynağı aynı anda Örtü ile aktif bir biçimde Korumayı sağladılar.
Bu işlem 18.ci yüzyılların sonu 19. Yüzyılların başlarıydı. Zamanın savaş vakti olduğundan aşırı bir uğraş ve kafa yorulmuş bir birleştirme biçimi zor şartlar altında ortaya çıkarıldı. Birçok ulus bunu denedi. Hindistanlılar aktif arkın üstüne toz dökme işlemi ile korumaya almaya çalıştılar. Almanlar Kaynak bölgesini cam bir fanusun içerisine almaya çalıştılar.
Peki Türk tarihi o zamanlar kaynak konusunda ne derecedeydi. Türk tarihinde araştırmalarım sonucu Ark kaynağı ile ilgili 18. yüzyılın sonu 19. yüzyılın baslarında bir çalışma yapılmamış. Ancak Türk halkının demircilerinde ark dan bit tık öte bir tık teknolojiden geri ama sağlamlık konusunda hala diri olan kaynak yöntemi vardı. Sıcak demircilik. Sıcak demircilik körüklü kömür ocaklarında ısıtılan demir parçaların çekiç ve balyoz kullanarak birleştirme işlemi vardı. Gerek görülen farklı metot da birleştirmelerde sıcak perçinleme kullanılıyordu. Bazı yerlerde Perçin değil metallerin birleşim yerlerine tekrar kalıp yardımı ile demir döküyorlardı. Bunun en basit örnekleri eski Osmanlı yapıları camilerinde pencere korkulukları kapılar gibidir.

Daha sonra Ülkemize Kaynak sektörü şu şekilde başladı “İnsan mühendisliği” adlı kitabın yazarı 1900’lü yıllarda Eskişehir Vagon fabrikalarında görevli Nüvit Osmay adında değerli bir kişinin Almanya’ya gidip dönüşünde jeneratör tipli kaynak makinesi ile Usta öğretici sıfatı ve yeteneğine erişip yanında bir de teknisyen getirip kaynak eğitimine kaynakçılığa öncü olmasıyla başladı.
Sektör’de Kaynak ve Teknolojinin yeri
Kaynak çeşitlerinden sektörde yaygın olan 3 çeşit kaynak tekniğini sizlere anlatmak ve neden tercih edildiklerini sizlerle paylaşmak istiyorum.
İlk olarak 3 çeşit kaynak şunlardır.
- Elektrik ark kaynağı
- Gaz altı Kaynağı (MİG-MAG)
- Argon Kaynağı (TİG)
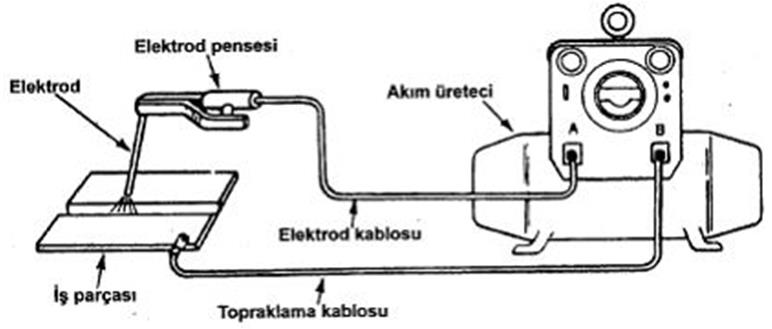
Kaynak Makinası Nasıl Çalışır
Elektrik akımının zıt uçlarının birbirlerine yaklaştırılması sureti ile (temas ettirmek değil!) elektrik enerjisinin iki kutbunun arasında ortaya çıkan elektrik enerjisinin ısı enerjisinde dönüşme işlemidir. Ark denen sıvı ergiyik banyosu bu şekilde oluşur. Akım şiddetinin parça kalınlığına göre parametre ayarı fonksiyonel bir olaya girer.)
Bu şekilde kaynak teknolojileri farklı bir iş kolu oldu. Böyle bir icadın Metal Sektörüne gelmesi tüm pratikleri, hesapları, fonksiyonları, formülleri, teknikleri gölgesinde bıraktı. Kaynak teknolojileri kendi içerisinde gelişti ve geliştiği tüm alanlar kendi içinde ayrı bir dala dönüştü. Örneğin Elektrik ark kaynağı, kaynak kendi içinde bir operatör yarattı, operatörün sağlığı için bir güvenlik oluştu daha sonra operatörün yaptığı kaynağın kalitesi için kontrol oluşturuldu.
Kaynak teknolojileri gün geçtikçe kendini devamlı geliştirdi ve çok devasa şekilde büyüdü. Uzay sanayi, askeri sanayi gibi bir çok mecraya yayıldı. Benardo usulü kaynak devrilerek ileriye doğru kendini mükemmel birçok kaynak alanına girdi. Lazer kaynağından Sürtünme kaynağına elektrondan mikro kaynağa kadar her noktada baş gösterdi.

Ben bu sektöre babamın yetiştirmesi ile başladım. Babam Adana Ceyhan sanayisinde küçük bir esnaftı. Babamda mesleği dedemden öğrenerek buralara kadar geldi. Dedem de aynı şekilde Ceyhan sanayisinde küçük bir esnaftı. Dedem Babamı, babam beni yetiştirerek buralara kadar geldik. İlkel sanayide kullanılan ve Fabrika gibi ciddi işetmelerin daha aktif kullandığı Elektrik ark kaynağında kullanılan elektrot çeşitleri ile başlayalım…
Elektrik Ark Kaynağında Elektrot Çeşitleri

Rutil Elektrotu
Küçük işletmeli esnaflar küçük işler yaparken elektrik ark kaynağını ve rutil elektrotu tercih ediyorlar. Peki neden önce sanayi ağzı ile anlatacak olursak rutil elektrotu, acemi elektrotu diye geçer genelde basit küçük puntalar (kaynağın bir noktaya lokal olarak yığılmış Ø 0,8mm çapında standart kaynak işlemidir) için idealdir. Kolay tutuşur hızlı yanar çabuk sonuç verir. Zamandan tasarruf olarak düşünürsek küçük işletme için hem maliyeti düşük hem de zamandan kazanıyor.
Peki bilimsel açıklar isek rutil elektrot nedir? Esnaf amcalarımın yaptığı ilk hata rutil elektrotları kutuplamalara dikkat etmeksizin kullanmaları. Rutil elektrot genellik ile eksi kutba bağlanır Şase elemanı dediğimiz kaynak olacak parça ya temas eden kutup artı kutup olmalıdır. Neden? Hemen açıklıyorum: Dalgalı akım ile her pozisyon da kaynak yapılabilir aralık doldurma kabiliyeti parçaya göre uyumludur. Rutil elektrot eksi kutupta sıradan yapı çeliklerinin kaynağında (inşaat çeliği gibi sıradan basit çelikler) daha yoğun ve küçük kütleli atom sıçramaları yapar. Buda yapılan kaynağın nüfuziyetine etki eder. Eksi kutbun Rutil elektrota en iyi faydayı ark gerilimi düşük seyreder.
Asla mukavemetin olduğu teste tabi tutulacak yerlere uygulanmaz. Çekme, basma, kaldırma, itme gibi alanların kaynağına uygun değildir. Kodu E 6012, E 6013 gibi standartlara göre değişir.

Bazik Elektrotu
Genelde küçük işletmeler tercih edemez. Zaman dan tasarruf ve maliyet açısından rutil den farklıdır. Küçük ölçekli işletmelerde değil çok ciddi işler yapan fabrika, fason iş gibi mukavemet ve önem arz eden yerlere yapılan kaynak elektrotu çeşididir. Teknik doğru uygulandığında kullanılan alanda oluşturduğu mukavemet derecesi mükemmel derecededir. Tutuşma ve yanma olanağı zordur.
Acemi elektrotu değildir, seri punta atamaz, tabir caiz ise kaynak bir başladığında elektrot bitene kadar kullanımdan düşülmez. Her türlü kaynak pozisyonunda kullanılır.
Ark kontrolü diğer tüm kaynak cinslerine kıyasla hepsinden üstündür. Mekanik özellikleri diğer elektrot cinslerinden çok öndedir. En yaygın kutuplama Elektrot Artı “+” kutupta şase denen kaynaklanacak parçaya temas eden kutup “- ” eksi kutup olmalıdır. Çok iyi bir aralık doldurma yeteneğine sahiptir. Dış örgüsü higroskopik (rutubete hassas) bir yapı ile donatılmıştır. Bu örgü rutubet karşı hassastır. Genelde hava almayan ortamlarda rutubetten uzak muhafaza edilir. Eğer ki kaliteli kaynak isteniyor ise elektrot Kaynak yapılmadan önce en az 250 °C santigrat da Fırınlanmış olması gerekmektedir. Kullanım alanı bir satır yukarıda bahsettiğim gibi mukavemete dayanım isteyen dinamik zorlanmaların olduğu yerlerin kaynağında kullanılır. Her koda ait elektrotun kendine göre bir karakteristik yapısı vardır. Bazik elektrot adı altında her kodun kendi işleyişi farklıdır.
Örneğin E 7015 elektrotu yüksek mukavemetli kaynak dikişi istenen yüksek karbonlu ve yüksek alaşımlı çeliklerin kaynağı için geliştirilmiş bir kimyasal yapısı vardır. Bu elektrot yüksek kükürtlü çeliklerin kaynağında da kullanılan elektrot çeşididir. Kodları E 7015, E 7016, E 7018 standartlara göre değişir.
Gaz Altı Kaynağı (MİG-MAG)
Gaz altı kaynağı için gerekli ısı eriyen ve sürekli beslenen bir tel elektrot ile, iş parçası arasında oluşan ark yolunun, elektrot dan geçen kaynak akımının elektrotta oluşturduğu direnç ile ısıtması sonucu oluşur.
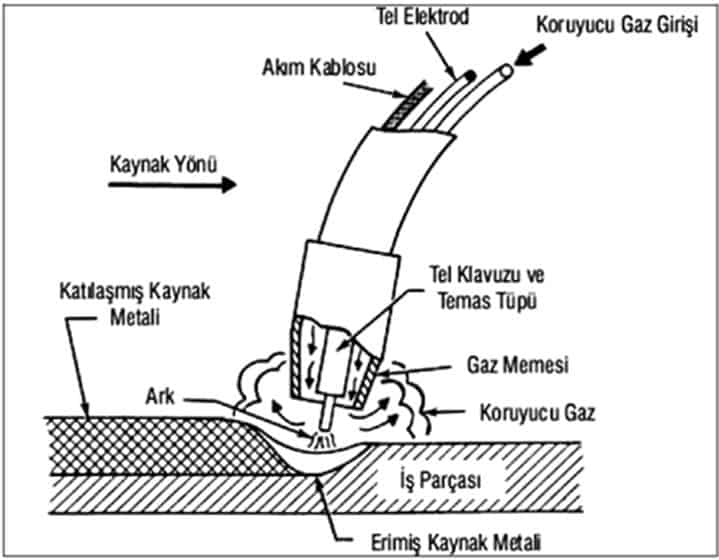
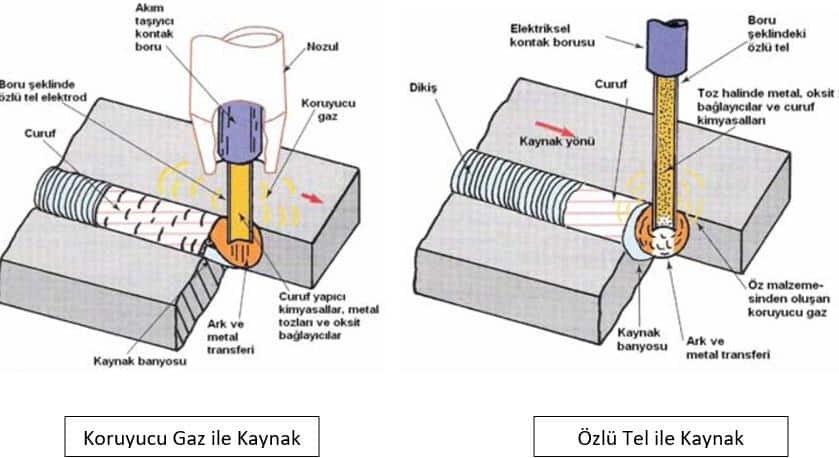
Elektrik arkta olan örtülü elektrotun yerini buradaki koruyucu gaz ya da özlü tel ile değişir. Koruyucu gazın olduğu yerde ark korumasını gazlar yapar. Özlü telin olduğu yerde ise özlü telin yapısında koruyucu içerik olduğundan korumayı bu öz tarafı üstlenir. Yoğunluk farkından telin özgün ağırlığından hafif olan örtü kaynak esnasında ark banyosu içerisinde kaynağın üstüne çıkar ve soğuduk sıra kabuk olarak aynı elektrik Ark’taki gibi bir koruma sağlar.
Peki gaz korumalı Mig/Mag da hiç cüruf olmaz mı diye soracak olursak; bu sorunun cevabı elektrik arka kıyas ile yok dur. Koruyucu gazın olduğu özsüz telin kullanıldığı kaynak dikişlerinde bölgesel olarak sarı renkte su damlacıkları oluşur. Bir çok kişi bunun çapak, pas, ya da telin kaynak bölgesine tepkimesi adını verir. Ancak bu sarı damlacıklar özsüz olan telin daha uzun muhafazası, atmosferdeki oksitlenmeden daha az etkilenmek için bünyesinde çok az miktarda bakır elementi bulundurur. İnce dikişli kaynaklarda karşılaşmak nadirdir. Ancak uzun ve kalın dikişli kaynaklarda çok kolay bir şekilde karşımıza çıkan bir durumdur. Kaynak bölgesine bir zararı yok tur.
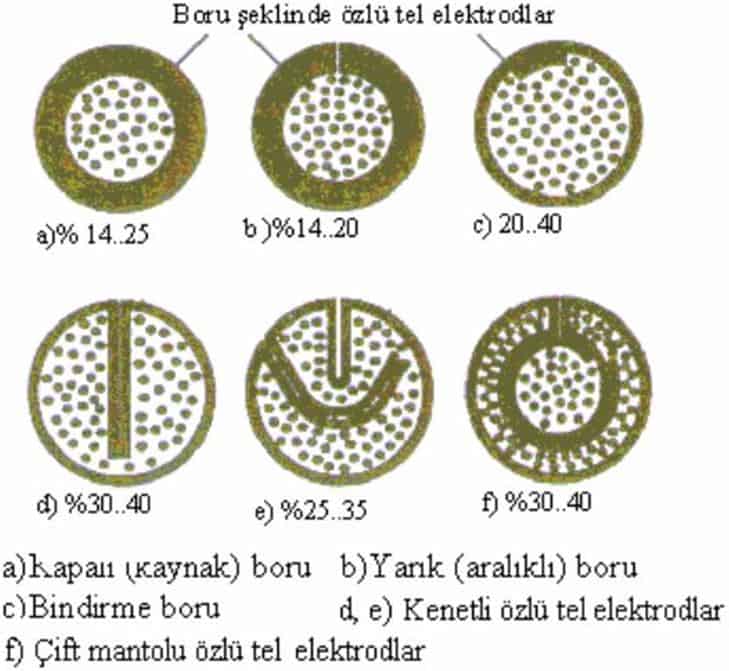
Özlü tel çeşitlerine örnekler,
Mig/Mag kaynağında soy gazlar kendi içerisinde, aktif gazlar kendi içerisinde, özlü teller kendi içerisinde, özsüz sıradan teller kendi içerisinde ayrılıp farklı dallara ayrılır ve çok farklı fonksiyonellerdir.
Mig: Metal İnert Gaz (Aktif olmayan gazlar “soy gazlar” ile koruma)
Mag: Metal Aktif Gaz (Aktif olan gazlar ile koruma)
Mig ve Mag terimleri ikisi de gaz altı kaynağı demektir. Mig soy gazlar ile olan koruma yani helyum gibi gazların altında yapılanıdır. Mag ise aktif gazlar altında yapılan yani karbondioksit koruması altında yapılanıdır. Gaz seçimi kaynağın işleyişinde bazı noktalarda değişikliklere sebep olur. Bunlar spreyleme kaynak, kısa ark, uzun ark dır. Bu arklar bile kullanım alanına göre değişiklik gösterir.
Gaz seçiminin farkı kaynağın yapılacak metal, kaynak yöntemi, istenilen uygun nüfuziyet isteğine göre belirlenir. Mig kaynak yöntemi yaygın olarak tüm metal cinsleri kaynatılabilmesi mümkündür anca Mag kaynak yöntemi kolayca oksitlene bilme özelliği olan alüminyum, paslanmaz çelik gibi metaller de daha çok tercih edilmez. Mag kaynağı daha çok alaşımsız yada az alaşımlı çeliklerin kaynağında kullanılması tercih edilir. İnşaat çeliği, St 37 sac levhalar, ham çelik, sanayi profili, boru i köşebent gibi sıradan çelikler.
Mag kaynağı küçük işletmelerde daha çok tercih edilir. Sebebi Karbondioksit gazı diğer gazlara göre bir tüpte 3 kat daha fazla vardır ve maliyet olarak diğer gazlardan daha düşük maliyetlidir. Bir diğer ek özellik Karbondioksit sıvı halde depolana bildiğin den tüp içerisinde tüpün çıkışında bir adet ısıtıcı olmalıdır.
Kısacası Mag kaynak yöntemi Mig Kaynak yöntemine göre nüfuziyeti yüksek maliyeti daha düşüktür. Kısmen diyebilirim ki (Bakın kısmen diyorum) : Rutil = Mag, Bazik = Mig
Koruyucu soygazlar ve koruyucu aktif gazlar kendi içlerinde dallara ayrılırken ben bu kadar detaya girmeyeceğim. Aşağıda sizlere soy gazlar, aktif gazlar ve karışım olan aktif-soy gazların kaynak arklarındaki farkı göstermek istedim.
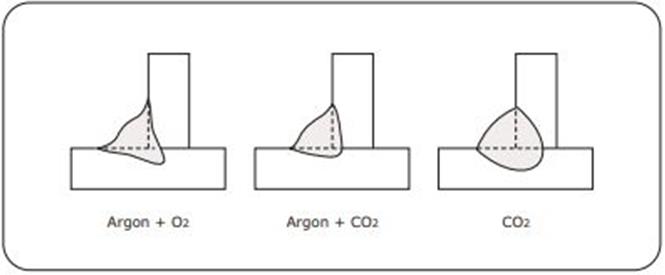
Gaz çeşitliliğinin ark oluşturmaya olan:
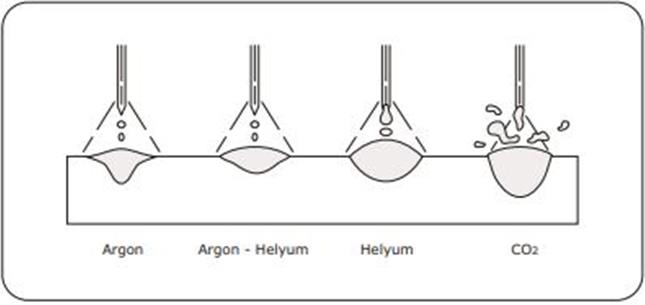
Burada ise gaz seçiminin nüfuziyetini sizlere göstermek istedim.
Mig-Mag sanayi dilinde gaz altı kaynağı çok fonksiyonel bir kaynaktır. Elektrik ark kaynağında amper ayarının bilimsel ayarı şu şekildedir;
Tel çapı x Parça kalınlığı = Kaynak Amperi (5 amper aşağı, 5 amper yukarı)
Şeklinde bilimsel formülü vardır. Kaynak operatörü bu amperi el hızına, el açısına, parçanın fizibilitesine göre hafif bir değişiklikler uygulayabilir.
Peki gaz altında amper ayarını nasıl ayarlıyoruz?
Sanayi dilinde yine kaynak yapan ustalar tecrübeli kişiler şunu der: “Kaynak esnasında balık kızartırken gibi ses çıkacak ya da arı vızıltısını gibi ses çıkacak” tabiri kullanılır. Normal şartlarda parçaya göre ayarlanan her uygun amper bu iki sesi de bize verebilir. Ancak gaz altı kaynağında sabit bir formül yoktur. Bir formül üstünden hesaplama yaparak çat diye tek sefer de ampere tam isabet bir atış yapılamaz. Değişkenleri çok olan fonksiyonel bir kaynaktır. Voltaj ayarı, tel sürme hızı, gaz debisi ayarı da dahil her şey kaynak bölgesine ve kaynak amperine etki eden etkenlerdir. Gaz altı kaynağının tam kapasite verimini anlamak, ölçmek için hava akışının olmadığı bir ortam şart. Kabin kaynağı dediğimiz olay aslında. Çünkü en ufak bir hava değişkeni atmosfer farkı bile o kaynağa etki eden bir olay. Hiçbir şey bilmiyorsa kaba taneli sıçramalara mahal olur.