

Bu yazıda ele alacağımız üretim yöntemi, Michelangelo’nun kemiklerini sızlatacak türden. Michelangelo, koca taş blokları yontarak ve fazlalıkları tıraşlayarak o ihtişamlı heykelleri yaparken, fazlalıkları çıkarmak yerine, ufak parçaları birbirine ekleyerek heykelleri kolayca yapabilmenin hayalini hiç kurmuş mudur, bilemeyiz elbette. Ama eğer bugün yaşıyor olsaydı, bu yazıda bahsedeceğimiz teknolojiyle yakından ilgilenmesinin oldukça muhtemel olduğunu iddia edebiliriz herhalde.
Geleneksel talaşlı imalat yöntemleriyle bir parça üretmek istediğinizde, arzu edilen geometriden daha büyük ölçülerdeki bir parçayı alıp, adım adım fazlalıklarını tıraşlayarak parçaya son şeklini vermeniz gerekir. Tıpkı bir heykeltıraşın büyük bir taş parçasını yontarak ortaya bir heykel çıkarması gibi. Bu şekilde gerçekleştirilen imalat yöntemlerini genel olarak “çıkarmalı üretim” (İngilizce: subtractive manufacturing) yöntemleri olarak adlandırıyoruz. Çünkü parçaya son şeklini verebilmek için, fazlalıkları çıkarmanız gerekiyor. Son yıllarda, çıkarmalı yöntemlerden farklı bir üretim anlayışının yavaş yavaş sanayide kendine yer bulmaya başladığını görüyoruz.
“Eklemeli üretim” (İngilizce: additive manufacturing) yöntemleri adıyla sınıflandırılan bu üretim tekniklerinde, adından da anlaşılabileceği gibi, üretilmek istenen parça, malzemenin birbirine eklenmesiyle elde ediliyor. Yani bu sefer gereksiz parçaları çıkarmak yerine, malzemenin katmanlar halinde üst üste yığılmasıyla, sıfırdan son ürünün ortaya çıkması sağlanıyor. Bu şekilde gerçekleştirilen üretimlere, üç boyutlu bir parçanın yoktan yazdırılıyor olması nedeniyle, üç boyutlu yazdırma (İngilizce: 3D printing) adı da veriliyor.


Talaşlı İmalat – Machining
İş parçasının yüzeyinden parça kopartılarak yapılan şekil verme işlemine “talaşlı imalat” denir. Parça yüzeyinden talaş şeklinde parça kaldırılarak üretim gerçekleştiği için bu adı almıştır. Bu işlem için kesici takımlara ihtiyaç bulunmaktadır. İşlem esnasında oluşan talaş tipi çeşitli olmakla beraber, işlenen malzeme çeşidi, uygulanan devir, ilerleme ve kullanılan kesici takım geometrisi ne göre değişir. Yapılan işleme göre kullanılan kesici takım ve tezgâhlar değişmektedir. Talaşlı üretimde yapılan işleme göre ya parça hareketlidir ya da kesici takım hareketlidir.
Uygulama şekli, farklı sertlikte iki malzemenin yani iş parçasıyla kesici takımın farklı sertlikte olması ve iş parçasını aşındırması olayıdır. Kullanılan kesicinin sertliğine göre her türlü malzemeye talaşlı imalat uygulanabilir. Örnek olarak bıçakla ağacın kesilip, işlenebilmesi verilebilir. Bu işlem yardımıyla malzemeler istenilen ölçü ve şekilde işlenirken; üzerinde delik delme, boşaltma ve kanal açma işlemleri yapılır. Talaşlı imalatın değişkenleri temel olarak iş parçası, takım ve takım tezgâhlarıdır. Takım tezgâhı olmadan da el yordamıyla talaş kaldırma gerçekleştirilebilir. Eğeleme yapmak buna örnektir.
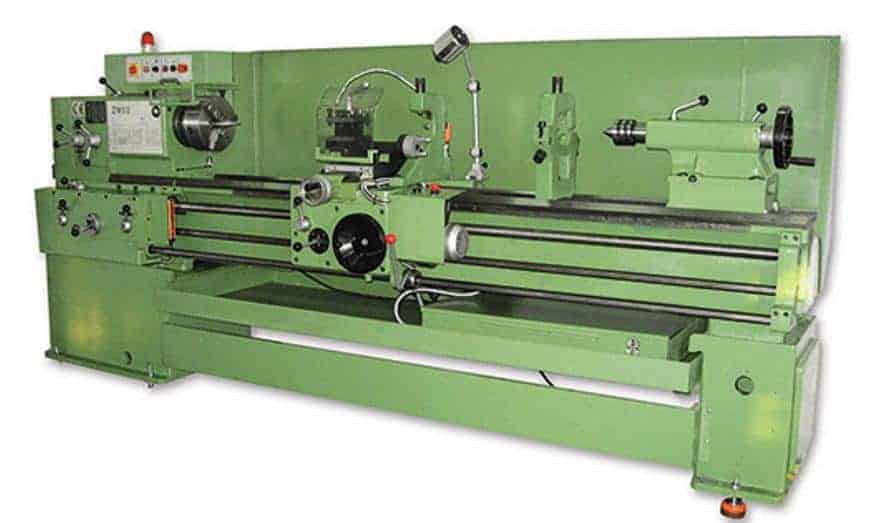
Tornalama
İş parçalarının torna aynasına bağlanarak döndürüldüğü ve bu esnada sabit kesici takımların iş parçasına değdirilerek talaş kaldırılan bir yöntemdir. Kullanılan tezgâha “torna tezgâhı” denir Torna aynası iş parçasını sıkan döner bir mengenedir. İşleme esnasında parçanın düzgün işlendiğini komprador, kumpas ve çeşitli ölçüm aletleriyle doğrulamak gerekir. Genellikle yuvarlak parçaların işlenmesinde sıklıkla kullanılır. Bu işlemlere dış çap tornalama, delik içi tornalama, pah kırma, yüzey tornalama, diş açma ve delik delme örnek verilebilir.
Frezeleme
Frezeleme tornalamanın aksine iş parçası sabit kalırken kesici takım dönmektedir. Tornada elde edilemeyen boşaltma ve kanal açma gibi işlemler frezelemede sağlanır. Bıçak adı verilen takım üzerinde bulunan çok çok sayıda diş parça yüzeyinden talaş kaldırır.
Planyalama/Vargelleme
Vargellerin tersine planyalarda bir tabla üzerine sabitlenmiş iş parçası ileri ve geri hareketlidir. Kalem tutucu üzerine sabitlenmiş kesici kalemde parça üzerinde tek yöne doğru talaş kaldırır.
Delme
Bir mengene veya tabla üzerine malzeme sabitlenir. Dönme ve ilerleme hareketi yapan kesici uç parçadan talaş kaldırır. Burada kullanılan kesici takımlar matkaplardır.
Kesme
Testere lamaları ve diskleri yardımıyla talaş kaldırılarak kütleler halinde parçalara ayrılması işlemidir. Testereler ya çift yönlü ileri geri hareket eder, ya da tek yönlü sürekli geri veya ileri hareket eder.
Taşlama
Dairesel bir diskin aşındırma yoluyla talaş kaldırması olayıdır. Zımparalama işleminin makineye dönüşmüş halidir. Daha önce açılmış deliklerin daha temiz ve daha hassas hale getirilmesi işlemidir. Toz talaşı alınır.
Avantajları
- Her türlü malzemeye (plastik, çelik, ağaç vb.) işleme imkânı sağlar.
- Az adetli (prototip gibi.) üretimler de zamandan ve ayrıca kalıp maliyeti olmayacağı için maliyetten tasarruf sağlar.
- Çok farklı şekil, ebat ve işlenmesi zor parçalarda işleme olanağı sağlar.
- İstenilen ölçü ve yüzey parlaklığı sağlanabilir.
Dezavantajları
- Sürekli talaş üreterek malzemede israfa yol açar.
- Üretilecek ürün oluşturmak için daha büyük ebatlarda malzeme almak gerekir.
- Seri üretime uygun değildir.
Eklemeli İmalat – Additive Manufacturing
Eklemeli üretim (3D Printing) belli bir malzemenin, plastik veya sıvı reçine gibi, üst üste eklenerek üretim yapılması anlamına gelir. Katman katman yapılan bu eklemeleri, gelişen teknoloji sayesinde çok ince katmanlar ile yapabilirsiniz böylece ince katmanların ekleme noktaları görünmez. Burada 3D yazıcıların da kendi içerisinde farklı şekillerde sınıflandırıldığını söylemeden geçmeyelim. Bu farklılığı yaratan en önemli unsur kullanılan malzeme özelinde geliştirilen teknolojilerdir.
Bu teknolojilerin en yaygın olanları kısa isimleriyle FDM, SLA, DLP veya SLS olarak bilinmektedir. Biraz açacak olursak; FDM (Fused Deposition Modeling) teknolojisi malzemeyi ince bir ip gibi akıtarak eklemeleri yapmaktadır. SLA (Stereolithograpy) veya DLP (Digital Light Processing) teknolojileri ışığa duyarlı olan özel fotopolimer reçineyi lazer veya projektör ışığı ile katılaştırarak eklemeli üretim yapar. SLS (Selective Lazer Sintering) teknolojisinde de söz konusu eklemeli üretim toz görünümündeki parçacıkların yapıştırılmasıyla gerçekleşir. Bu noktada hemen belirtmek gerekirse 3D Eklemeli Üretim teknolojileri, nesneyi ekleme yaparak ürettiği için herhangi bir blok parçayı işlemez ve CNC torna gibi çalışmaz. Tam tersine nesneyi ince katmanları ekleyerek sıfırdan yaratır ve böylece CNC gibi talaş veya fire vermez. Bir başka önemli nokta da 3D Printerlar sayesinde bir nesneyi üretmek için geleneksel üretim tekniklerinde olan kalıp ihtiyacınız bulunmaz. Nesnenin 3D tasarımını makineye aktararak herhangi ek yöntem kullanmaksızın, birebir üretimini gerçekleştirebilirsiniz.
Üç boyutlu yazıcılar, en sık polimer malzemelerle üretim yapılırken kullanılıyor. Polimer esaslı malzemeler kullanılarak yazdırma işlemi yapılırken, kullanılan birkaç farklı üretim tekniği var. En yaygın olarak kullanılan yöntemde, incecik, iplik yapısında polimer bir elyaf, bir enjektör içinde ısıtılıp eritildikten sonra, tıpkı diş macununu diş fırçasının üzerine sıkar gibi, bir platform üzerine çubuklar halinde yerleştiriliyor.
Polimeri sıkan enjektörün ağzının, sayısal kontrol sağlayan bir sistemle hem yatay, hem de dikey yönde hareket edebilmesi sayesinde, yazıcı, malzemeyi ilk olarak yan yana, ardından üst üste biriktirerek üç boyutlu parçayı oluşturuyor. 1990 yılında Stratasys adındaki bir şirket tarafından ticari olarak üretilen ve patenti alınan bu teknolojinin patent süresinin dolması nedeniyle, bugün bu şekilde üretim yapabilen cihazların açık kaynak bilgilerine kolaylıkla ulaşabiliyoruz. Açık kod sağlayan sitelere bir örnek olarak RepRap’ın internet sayfasını gösterebiliriz. Konu üzerine Türkçe bilgi için ise Onur Önder tarafından hazırlanan 3b Yazıcı sayfasını ve sitenin forumunu ziyaret edebilirsiniz.
Yazdırma işlemi aynı zamanda toz yapısındaki malzemelerin sinterlenmesiyle de gerçekleştirilebiliyor. Genellikle metal ve seramik parçaları üretmek için kullanılan bu yöntem, aynı zamanda polimer parçaların üretimine de olanak sağlıyor. Bu teknikte, üretilecek olan parçanın modeli bilgisayar ortamında ince kesitler halinde doğrandıktan sonra, yukarı aşağı hareket edebilen bir piston üzerine toz yapısındaki malzeme seriliyor. Ardından, karbon dioksit lazeri gibi, çok yüksek güce sahip bir lazer ile, en alttaki kesitin yapısını ortaya çıkartacak şekilde platform üzerindeki tozlar taranarak, birbirlerine kaynaşmaları sağlanıyor. En alt katman bu şekilde ortaya çıktıktan sonra, piston aşağı doğru hareket ediyor ve bir üstteki kesiti oluşturmak için tozlar yeniden seriliyor. Bu katman da lazerle kaynaştırıldıktan sonra, piston tekrar aşağı iniyor ve prosesin bu şekilde, aynı adımlarla devam etmesi sonucunda parça üretilmiş oluyor. Bu üretim yöntemine aynı zamanda seçmeli lazer sinterlemesi (İngilizce: selective laser sintering, ya da kısaca SLS) adı da veriliyor.

Yedek Parça Sektörü Açısından Önemi
Önümüzdeki yıllarda üç boyutlu yazıcıların öne çıkacağı önemli alanlardan bir diğerinin de, yedek parça sanayisi olduğu düşünülüyor. Örneğin araba bakımı ve tamiratı yapan servis istasyonları, değişmesi gereken parçaları yurtdışından getirtmek yerine, ihtiyaca göre yazdırma yoluna gidebilirler. Bu da, işçilik ve nakliye masraflarının aradan çıkması nedeniyle yedek parçalarda bir ucuzlamaya yol açacağı için yedek parça üreten birçok küçük üreticinin iflasına yol açabilir. Yazıcıların hammadde gereksinimi nedeniyle, hammadde tedarik zincirinin küçük üreticilerden lokal servis istasyonlarına doğru kayacak şekilde yol değiştirmesi de, bu sürecin kaçınılmaz bir sonucu olarak ortaya çıkacaktır.
Avantajları
- Eklemeli üretim teknolojisinde ürün geliştirmek çok daha ucuz maliyetlerde yapılmaktadır.
- Bir üründen az miktarda ihtiyacınız varsa veya prototip aşamasındaysanız “3D Printing”, kalıp yapmadan bunu kolayca üretme imkanı verir.
- 3D Printerlar tasarım ile üretim arasındaki kademeleri atlamanızı sağlayarak tasarımdan hemen imalata geçmenize olanak tanır.
- Eklemeli üretimde oluşturmak istediğiniz nesnenin tasarımında sınır yoktur. Kalıp teknikleri ile üretilemeyen karmaşık tasarımları dahi üretebilirsiniz.
- 3D Printerların fiyatlarının daha uygun hale gelmesiyle birlikte artık her tüketici de kendi “3D Printer”ı ile evinde veya ofisinde bir üretim alanı kurabilir. Bu Maker hareketi olarak bilinen sosyal üreticilerin de olanaklarını genişletmiştir.
Dezavantajları
- Henüz ilerleme sona ermiş değildir. Çok sayıda malzeme, henüz eklemeli imalatta kullanılabilir tozlar haline dönüştürülmemiştir.
- İkiden fazla malzeme alaşımı için uygun değildir.
Sonuç
Pek çok geleneksel üretim işlemleri, iki sınıftan birine girer. Parçalar, ya talaşlı imalat ile ana kütleden çıkarılır veya ham malzemenin bir kalıbın şeklini almasını zorlayarak (döküm gibi) üretilir. Günlük yaşamımızda kullandığımız hemen her ürün (uçaktan ütüye kadar) yukarıda verilen tarzlarla ve bileşkeleriyle (seri üretim) üretilir. Eğer talaşlı imalat (frezeleme, tornalama, testere ile kesme, matkapla delme vb.) yapıyorsanız kullandığınız malzemenizin %80-90’ını kırpıntı-döküntü olarak ıskartaya çıkarmanız kadar olağan bir şey yoktur. Kısaca talaşlı imalat ve kalıpta şekil verme yöntemleri emek yoğundur ve genellikle çevre ve enerji oburdur. Eklemeli üretim veya 3D baskı prototip veya son ürünün kat kat biriktirilerek çok kısa zamanda üretilmesini kapsar. Bu yeni teknoloji özgül ve seri üretimde radikal değişme yol açmakta olup hem prototip, hem son ürün ve hem de seri üretim konseptini derinden etkilemektedir. Henüz ilerleme sona ermiş olmamasına rağmen şunu da açıkça söylemek lazım ki, her ne kadar akla yatkın görünse de, böyle bir senaryonun çok yakın bir gelecekte gerçekleşebilmesi pek muhtemel görünmüyor.
Referanslar
[1] Üretim hatları, eklemeli üretim ve seri üretim, Prof. Dr. Fevzi YILMAZ / Fatih Sultan Mehmet Vakıf Üniversitesi
[2] Talaşlı İmalat (Üretim) Nedir?, Fatih Demirbaş on 6/28/2016 in Hizmet ve İşçilik
[3] Üç boyutlu yazıcılar ve sanayideki kullanım alanları, Arda Çetin/Kasım 14,2013
[4] Eklemeli İmalat Yöntemleri İle Üretim ve Onarım Uygulamaları Kadir ÇELİK, Arif ÖZKAN